成型機(jī)鎖模力不足�����。選擇注塑機(jī)時(shí)�����,機(jī)器的額定鎖模力必須高于注射成型制品縱向投影面積在注射時(shí)形成的張力����,否則將造成脹模����,出現(xiàn)分型面毛邊����。
來(lái)源: 發(fā)布時(shí)間:2019年02月08日 09:47:58 閱讀:8282
噴射��,又叫噴射痕���、噴射流涎�����,是指在制品的澆口處出現(xiàn)的65紉狀的流線��,多在模具為側(cè)澆口時(shí)出現(xiàn)�����。當(dāng)塑料熔體高速流過(guò)噴嘴���、流道和澆口等狹窄區(qū)域后�,突然進(jìn)入開(kāi)放的���、相對(duì)較寬的區(qū)域后��,熔融物料會(huì)沿著流動(dòng)方向如...
來(lái)源: 發(fā)布時(shí)間:2019年01月21日 16:02:59 閱讀:7139
殘余應(yīng)力太高����。當(dāng)塑件內(nèi)的殘余應(yīng)力高于樹(shù)脂的彈性極限時(shí)���,塑件表面就會(huì)產(chǎn)生裂紋及破裂���。
來(lái)源: 發(fā)布時(shí)間:2019年01月21日 15:58:42 閱讀:8394
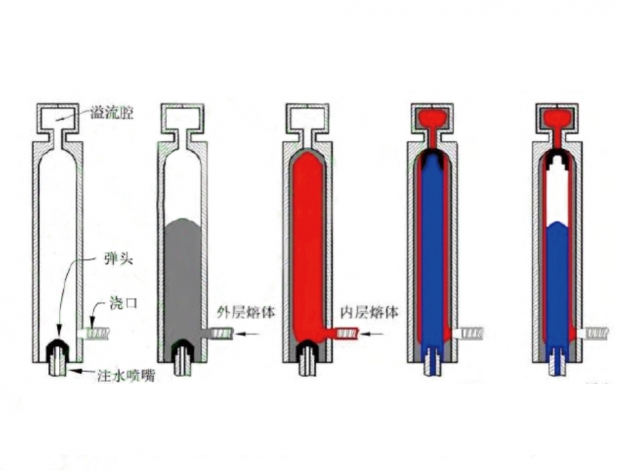
雙色注塑即是一個(gè)部件用兩種塑膠注塑來(lái)實(shí)現(xiàn)�。
來(lái)源: 發(fā)布時(shí)間:2019年01月19日 10:40:46 閱讀:6114
PP塑料的收縮率控制是PP改性的重要方面����,收縮率控/制的好對(duì)聚丙烯改性料的推廣使用有重要意義��。特別是應(yīng)用改性聚丙烯取代傳統(tǒng)的工程塑料���,收縮率這一點(diǎn)顯得十分重要。在改性過(guò)程中��,對(duì)PP塑料收縮率產(chǎn)生影響的有哪...
來(lái)源: 發(fā)布時(shí)間:2019年01月18日 10:38:31 閱讀:5789
利用塑料成型模具將熱固性塑料或熱塑性塑料制作成各種不同大小���、不同形式、不同用途塑的料成品的設(shè)備�,就是注塑機(jī)。注塑機(jī)要完成其制作塑料成品的主要功能���,就必須要求注塑機(jī)液壓控制部分發(fā)揮出其正常的功能����。
來(lái)源: 發(fā)布時(shí)間:2019年01月17日 10:35:56 閱讀:6480
在注射動(dòng)作時(shí),為了克服熔融膠料經(jīng)過(guò)噴嘴�����,澆道口和模具型腔等處的流動(dòng)阻力�,射膠螺桿對(duì)熔融膠料必須施加的足夠的壓力來(lái)完成射膠。
來(lái)源: 發(fā)布時(shí)間:2019年01月16日 14:31:29 閱讀:6792
PE為結(jié)晶性原料���,吸濕性極小,不超過(guò)0.01%����,因此在加工前無(wú)需進(jìn)行干燥處理。
來(lái)源: 發(fā)布時(shí)間:2019年01月15日 10:33:17 閱讀:6591
在注塑制品中,各處局部應(yīng)力狀態(tài)是不同的��,制品變形程度將決定于應(yīng)力分布�。如果制品在冷卻時(shí)。存在溫度梯度����,則這類應(yīng)力會(huì)發(fā)展���,所以這類應(yīng)力又稱為“成型應(yīng)力”�。
來(lái)源: 發(fā)布時(shí)間:2019年01月10日 10:21:14 閱讀:7284






















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...