對(duì)生產(chǎn)小而輕的制件的需求已經(jīng)使薄壁注塑成為注塑機(jī)最需增加的性能���?����!氨”凇蓖ǔJ怯杀诤裆儆?mm的輕便電子制件所定義的����。對(duì)大的汽車制件來(lái)說(shuō)�����,“薄壁”可以是2mm�。總之�,薄壁制品要求改變加工工藝:更高的壓力...
來(lái)源: 發(fā)布時(shí)間:2019年05月16日 17:28:31 閱讀:4995
對(duì)付吸濕性材料(如尼龍)�,樹脂含水量高也會(huì)引起螺桿打滑。不恰當(dāng)?shù)母稍飼?huì)顯著低落物料粘度�,并使螺桿中發(fā)生氣包料的現(xiàn)象,因此致使螺桿的輸送本領(lǐng)降低�。
來(lái)源: 發(fā)布時(shí)間:2019年05月14日 11:22:33 閱讀:4872
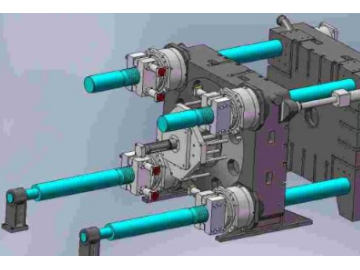
模板常用固定模板和移動(dòng)模板���、固定模板又分為前模板(或頭板),后模板(尾板)�����,模板的作用是與4 根哥林柱組成的剛性框架�����,形成容?���?臻g�����。鎖緊模具時(shí)����,模板要承受彎曲應(yīng)力和壓縮變形的作用,因此����,模板就當(dāng)具有如下...
來(lái)源: 發(fā)布時(shí)間:2019年05月10日 09:52:54 閱讀:5971
硬膠件的縮水問(wèn)題(表面縮凹和內(nèi)部縮孔)��,都是因?yàn)轶w積較厚大部位冷卻時(shí)熔膠補(bǔ)充不足而造成的缺陷��。我們常常會(huì)遇到無(wú)論如何加大壓力���,加大入水口,延長(zhǎng)射膠時(shí)間���,縮水問(wèn)題就是無(wú)法解決的情況����。在常用的原料當(dāng)中����,...
來(lái)源: 發(fā)布時(shí)間:2019年05月10日 09:51:39 閱讀:9261
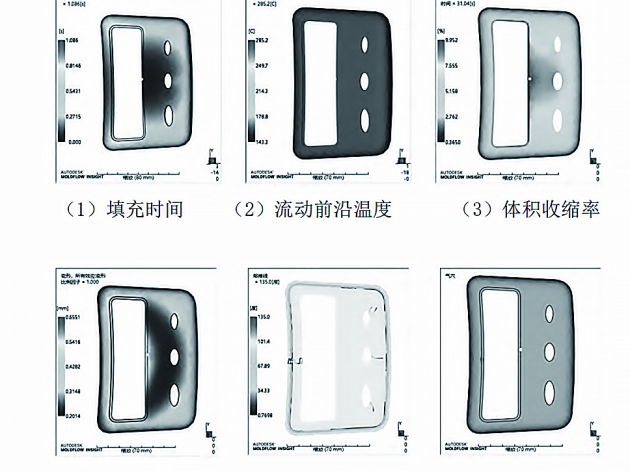
利用注塑工藝生產(chǎn)產(chǎn)品時(shí),由于塑料在模腔中的不均勻冷卻和不均勻收縮以及產(chǎn)品結(jié)構(gòu)設(shè)計(jì)的不合理�����,容易引起產(chǎn)品的各種缺陷:縮印����、熔接痕、氣孔、變形���、拉毛�、頂傷����、飛邊。
來(lái)源: 發(fā)布時(shí)間:2019年05月09日 09:48:59 閱讀:6543
每個(gè)注塑產(chǎn)品在開始設(shè)計(jì)時(shí)首先要確定其開模方向和分型線�����,以保證盡可能減少抽芯滑塊機(jī)構(gòu)和消除分型線對(duì)外觀的影響���。
來(lái)源: 發(fā)布時(shí)間:2019年05月07日 09:47:22 閱讀:4743
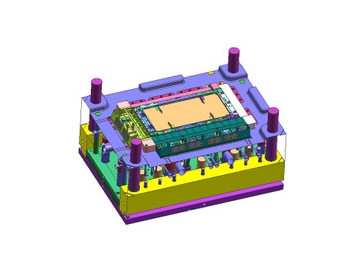
注塑模具是一種生產(chǎn)塑膠制品的工具;也是賦予塑膠制品完整結(jié)構(gòu)和精確尺寸的工具���。注塑模具的結(jié)構(gòu)形式和模具加工質(zhì)量直接影響著塑件制品質(zhì)量和生產(chǎn)效率���。注塑模具生產(chǎn)和塑料制品生產(chǎn)實(shí)踐中最常見,最常出現(xiàn)的注塑模...
來(lái)源: 發(fā)布時(shí)間:2019年05月06日 09:43:01 閱讀:5686
若塑件發(fā)生不均勻收縮���,往往造成內(nèi)應(yīng)力分布不均。若此應(yīng)力超過(guò)塑件剛度�����,將造成塑件翹曲及變形����,影響塑件尺寸安定性。
來(lái)源: 發(fā)布時(shí)間:2019年04月30日 09:48:43 閱讀:3333
在螺桿推力的作用下����,已經(jīng)塑化好的熔料以一定的速率流經(jīng)料筒、噴嘴�、流道、澆口等處后注入模腔���,注射壓力也因克服流動(dòng)阻力而逐漸下降���。
來(lái)源: 發(fā)布時(shí)間:2019年04月25日 09:39:38 閱讀:7381




















 玻纖含量對(duì)長(zhǎng)玻纖...
玻纖含量對(duì)長(zhǎng)玻纖...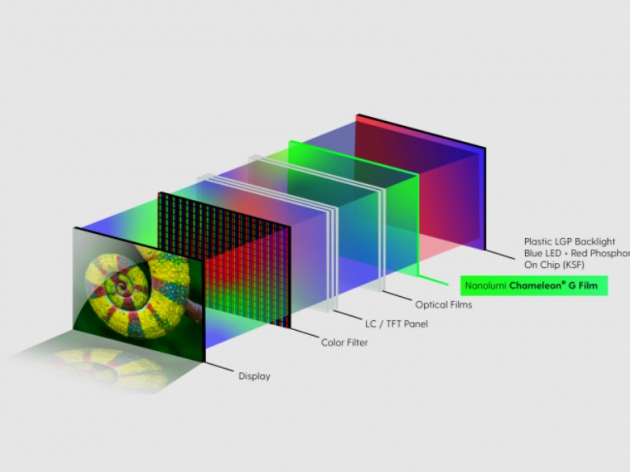 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...