在注射動作時,為了克服熔融膠料經(jīng)過噴嘴�����,澆道口和模具型腔等處的流動阻力���,射膠螺桿對熔融膠料必須施加的足夠的壓力來完成射膠�。
來源: 發(fā)布時間:2019年01月16日 14:31:29 閱讀:6792
PE為結(jié)晶性原料��,吸濕性極小�,不超過0.01%,因此在加工前無需進行干燥處理��。
來源: 發(fā)布時間:2019年01月15日 10:33:17 閱讀:6591
摘要: 本文對注塑機的工作原理進行了簡單的介紹���,并借鑒螺桿頭部常用的幾種結(jié)構(gòu)形式,設(shè)計了帶有止回環(huán)���、止回環(huán)座和銷釘型混煉環(huán)的螺桿前端頭部結(jié)構(gòu)���,使螺桿對熔料的塑化能力進一步得到提高����。
來源: 發(fā)布時間:2019年01月08日 19:35:19 閱讀:9122
螺桿與料筒或過膠頭等的磨損造成回料而出現(xiàn)實際充模量不中����;熱電偶或發(fā)熱圈等加熱系統(tǒng)故障造成料筒的實際溫度過低��;注射油缸的密封元件磨損造成漏油或回流����,而不能達到所需的注射壓力;射嘴內(nèi)孔過小或射嘴中心度...
來源: 發(fā)布時間:2019年01月05日 15:43:31 閱讀:5958
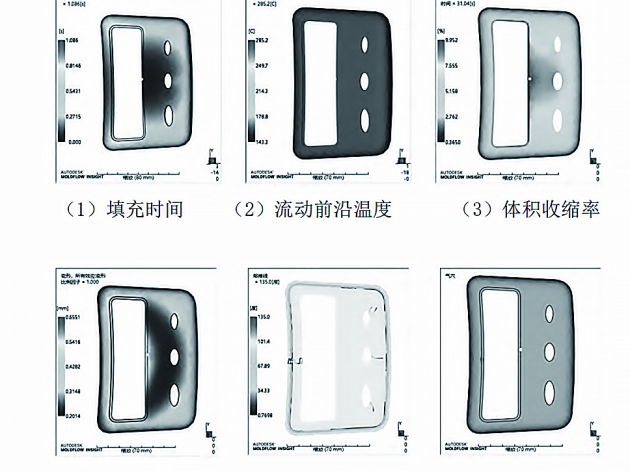
在整個注射過程中�,共分為三個階段���,即填充-補縮-保壓���,此三個階段的控制不僅與產(chǎn)品質(zhì)量更與工藝是否穩(wěn)定密切,所以徹底貫通里面的訣竅是注塑技術(shù)人員的必修課���,今天先從填充開始�����!
來源: 發(fā)布時間:2018年12月29日 16:58:24 閱讀:7346
螺桿是注塑機的主要核心部件����,螺桿的品質(zhì)好壞決定制品的質(zhì)量好壞。注塑機塑化螺桿具有輸送�、熔融、混煉�����、壓縮���、計量與排氣功能�����,是影響塑化質(zhì)量的關(guān)鍵因素��。
來源: 發(fā)布時間:2018年12月26日 17:58:32 閱讀:6259
溢料又稱飛邊����、溢邊�����、披鋒等��,大多發(fā)生在模具得分合位置上���。如:模具的分型面����,滑塊的滑配部位���,鑲件的縫隙���,頂桿的孔隙等處��。溢料不及時解決將會進一步擴大化�,從而壓印模具形成局部陷塌�����,造成永久性損害����。鑲件...
來源: 發(fā)布時間:2018年12月26日 17:55:50 閱讀:6083
越是薄壁制品�,越是遠離澆口的部位,排氣槽的開設(shè)就顯得尤為重要���。另外�,對于小型件或精密零件�,也要重視排氣槽的開設(shè),因為它除了能避免制品表面灼傷和注射量不足外,還可以消除制品的各種缺陷����、減少模具污染等...
來源: 發(fā)布時間:2018年12月20日 15:07:45 閱讀:8297
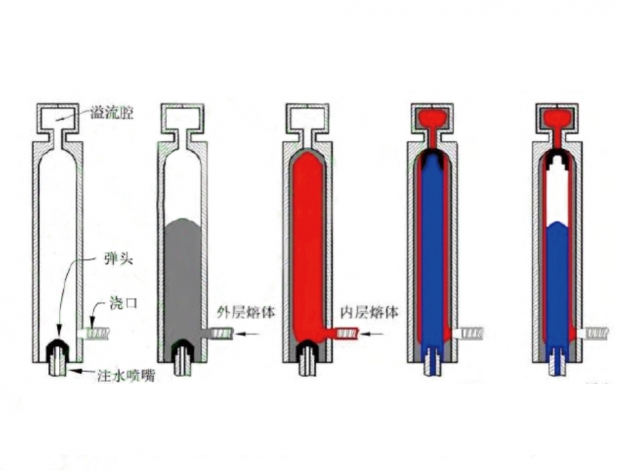
塑料原料的成型工藝加工過程主要是塑化�����,充模�,冷卻定型后成為成品���,是一個加溫后再冷卻的過程�,也是塑料從顆粒改變到各不同形狀的過程��,以下將就各個不同階段的角度去說明加工過程:
來源: 發(fā)布時間:2018年12月19日 17:17:44 閱讀:8066
































 玻纖含量對長玻纖...
玻纖含量對長玻纖... 鈣鈦礦薄膜的均勻...
鈣鈦礦薄膜的均勻... 用于光伏板靜電除...
用于光伏板靜電除... 聚砜醫(yī)療干粉吸入...
聚砜醫(yī)療干粉吸入...